












誠聯(lián)電源股份有限公司成立于2001年,是專業(yè)從事AC/DC、DC/DC系列開關(guān)電源研發(fā)、制造、銷售的高新技術(shù)企業(yè)。公司現(xiàn)為中國電源學(xué)會會員、中國光電協(xié)會理事、中國照明學(xué)會成員單位。品質(zhì)、技術(shù)和團隊是誠聯(lián)電源的核心優(yōu)勢。公司現(xiàn)有從業(yè)人員400余人,其中大專以上學(xué)歷占到40%以上,公司注重團隊建設(shè),對外致力于為人類進步提供優(yōu)質(zhì)電源,對內(nèi)致力于為員工搭建實現(xiàn)人生價值的平臺......
查看更多



 完美團隊
完美團隊 專業(yè)研發(fā)
專業(yè)研發(fā) 品質(zhì)至上
品質(zhì)至上 貼心服務(wù)?
貼心服務(wù)?




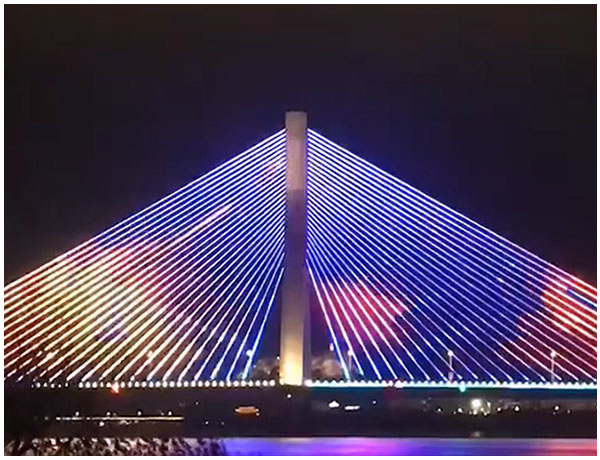
成功案例







【誠聯(lián)電源】2025年春節(jié)放假通知
01/132025工控電源與普通電源的區(qū)別有哪些
隨著現(xiàn)代工業(yè)的迅猛發(fā)展,工控系統(tǒng)在工業(yè)自動化中扮演著至關(guān)重要的角色。而為了確保工控系統(tǒng)的穩(wěn)定運行,工控電源作為一個核心組成部分也備受關(guān)注。與普通電源相比,工控電源在性能和特性上有著顯著的區(qū)別。
01/182024如何選購開關(guān)電源
隨著現(xiàn)代電子設(shè)備的快速發(fā)展,開關(guān)電源已經(jīng)成為我們生活中不可或缺的一部分。然而,在選購開關(guān)電源時,許多消費者常常感到困惑,不知道如何選擇合適的產(chǎn)品。為了幫助消費者做出明智的購買決策,我們邀請了電子產(chǎn)品行業(yè)的人員,分享了一些選購開關(guān)電源的要點和注意事項。
11/302023工控電源有哪些具體的應(yīng)用
工控電源是指專門用于工業(yè)控制領(lǐng)域的電源設(shè)備,其主要功能是為工業(yè)自動化和控制系統(tǒng)提供穩(wěn)定、可靠的電源供應(yīng)。工業(yè)控制領(lǐng)域涉及各種自動化設(shè)備、控制系統(tǒng)以及通信設(shè)備,它們通常在工廠、電廠、化工廠、交通運輸?shù)葠毫拥墓I(yè)環(huán)境中運行。那么這里所提到的工控電源有哪些具體的應(yīng)用呢?針對這個問題,下面讓工控電源生產(chǎn)廠家給我們詳細介紹下!
07/252023選購工控電源需要注意什么
工控電源是用于工業(yè)控制系統(tǒng)和自動化設(shè)備的電源供應(yīng)裝置。它們?yōu)楦鞣N工控設(shè)備提供所需的電能,確保這些設(shè)備能夠正常運行。那么,我們在選購工控電源需要注意哪些問題呢?對此,我們讓工控電源生產(chǎn)廠家給我們詳細介紹下!
07/072023自動化電源的作用都有哪些
自動化電源是指通過自動控制和監(jiān)測技術(shù)實現(xiàn)對電力系統(tǒng)的供電過程進行管理和控制的系統(tǒng)。它包括一系列設(shè)備、傳感器、控制器和軟件,用于監(jiān)測電力系統(tǒng)的參數(shù),進行故障檢測和恢復(fù),以及優(yōu)化能源的使用和分配。那么自動化電源都有哪些作用呢?針對這個問題,下面讓自動化電源生產(chǎn)廠家給我們詳細介紹下!
06/262023
